Parcours de l'outil de sculpture
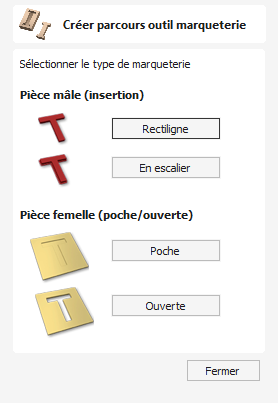
La fonctionnalité de parcours d'outil Inlay peut être utilisée pour calculer des parcours d'outils de profil ou de poche avec compensation automatique du rayon de l'outil ; cela permet aux pièces découpées de s'insérer dans les cavités correspondantes. Il s'agit d'une fonctionnalité intéressante pour créer des boiseries décoratives et est également particulièrement utile pour les fabricants d'enseignes pour créer des lettres et des graphiques incrustés.
Watch this video to see this in action:
Comment fonctionnent les incrustations
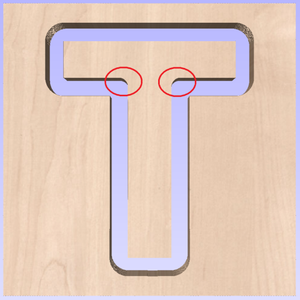
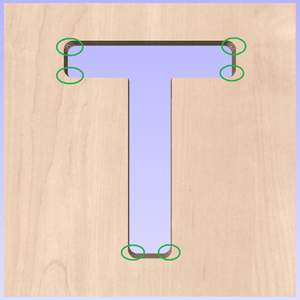
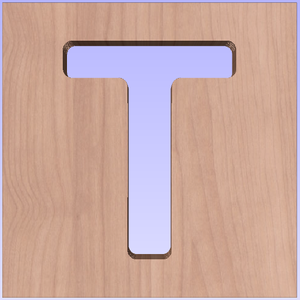
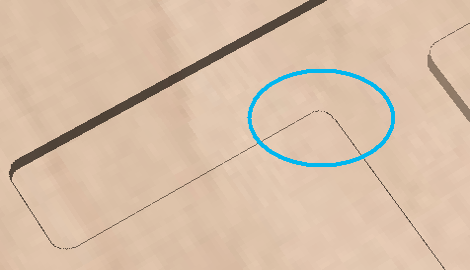
Lorsque vous utilisez une machine CNC pour découper des formes, l'outil laissera toujours un rayon sur n'importe quel coin interne. Lors de la découpe de trous ou de poches, l'outil laisse à l'inverse un rayon sur les coins extérieurs. Si aucun changement n’est apporté pour tenir compte de cela, il n’y aura aucun moyen d’insérer une partie dans l’autre. Ceci est indiqué en surbrillance sur la lettre « T » affichée dans l'image ci-dessous. Sur la gauche, vous pouvez voir les coins internes avec un rayon sur la pièce à découper (mis en évidence par des ovales rouges). Sur la droite, vous pouvez voir les coins extérieurs arrondis du trou (mis en évidence par des ovales verts). Comme vous pouvez l'imaginer, essayer d'insérer le « T » dans le trou ne fonctionnerait pas car il s'agit de la proverbiale cheville carrée dans un trou rond !
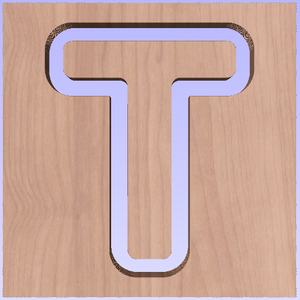
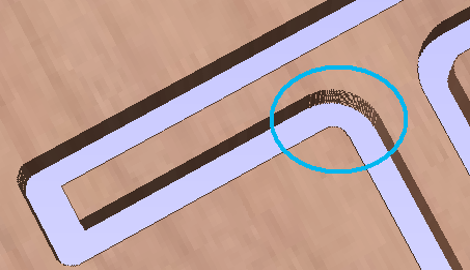
Il n'est pas possible d'éviter le rayon ajouté car il est formé par la taille et la forme de l'outil. Cependant, la fonction Incrustation créera des parcours d'outils qui prendront en compte le rayon de l'outil et le compenseront en arrondissant les angles vifs afin que les pièces résultantes s'emboîtent les unes dans les autres. Cela peut être vu dans les images ci-dessous où la même lettre a été coupée à l'aide des parcours d'outils d'incrustation, vous pouvez voir que tous les coins (internes et externes) ont maintenant le même rayon donc ils s'emboîteront ensemble.
Lors de la création d'un parcours d'outil d'incrustation, le rayon est automatiquement compensé, il est donc très important de vous assurer de spécifier le même outil pour les deux parties de toute incrustation (mâle et femelle). Si vous ne le faites pas, l'Inlay ne s'emboîtera pas.
Si vous créez une poche, l'outil principal (l'outil de finition) et non l'outil le plus grand (dégagement) doit être le même que celui utilisé pour créer l'incrustation mâle.
Note
Vous devez utiliser le même outil pour les deux parties d'un inlay afin que les pièces résultantes s'emboîtent correctement.
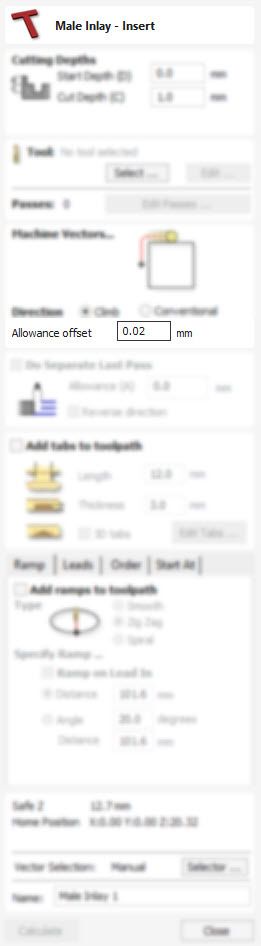
 Incrustation masculine (insérer)
Incrustation masculine (insérer)
Droit
Cette option vous permet de couper des parties droites qui agissent comme la partie insérée de l'encoche. Il utilise une variation de parcours d'outil de profil, qui arrondit automatiquement les bords extérieurs de la pièce pour permettre le rayon de l'outil utilisé. Le module contient toutes les options de profil standard, à l'exception de l'absence d'une option "Profil sur" ou "Profil sur", car cela n'est pas possible pour ce type d'encoche, celle-ci devant être coupée à l'extérieur du vecteur. Les autres options standard qui ne sont pas disponibles sont la possibilité d'ajouter des arêtes vives ou de définir un dernier passage, car elles ne sont pas non plus valables pour cette demande. L'image suivante montre comment les bords extérieurs sont arrondis en fonction du rayon de l'outil utilisé.
Échelonné
Cette option consiste à découper des parties latérales en gradins pour servir de pièce d'insertion de l'incrustation. Ce type d'incrustation est généralement utilisé pour les lettres et les formes dites "à enfoncer". Il s'agit de pièces qui sont insérées par l'arrière et utilisent la marche comme une étagère pour les fixer de manière invisible à l'arrière d'un panneau. Comme pour l'option d'incrustation droite, elle utilise une variante du parcours Profil avec la possibilité de spécifier une profondeur et une largeur de pas.

Comme le montre le schéma du formulaire, la profondeur de pas est la hauteur verticale du pas à partir de la profondeur de départ, la largeur de pas est la distance du bord du vecteur original à laquelle la partie sera découpée (créant le pas).
Incrustation féminine (Poche / Trou)
Poche
Cette option est sélectionnée pour découper une poche qui servira de cavité dans laquelle la forme mâle correspondante sera incrustée. Il utilise les mêmes options que le parcours d'outil de style Poche standard, y compris la nouvelle option où vous pouvez utiliser un outil plus grand et plus petit pour dégager la poche (une taille d'outil plus petite doit correspondre à celle utilisée pour l'incrustation mâle). Afin de le faire fonctionner comme une poche d'incrustation, tous les coins internes seront arrondis en fonction du rayon de l'outil pour permettre aux pièces mâles de s'y insérer (illustré dans l'image ci-dessous).
Comme indiqué précédemment, il est courant de laisser une marge sur un ou sur les deux côtés de l'incrustation. Généralement, lorsque vous travaillez avec des lettres, la marge est laissée sur la poche afin que la taille et la forme du lettrage lui-même ne soient pas affectées plus que nécessaire. .
Trou
Cette option permet de découper un trou qui servira de cavité pour l'incrustation de la forme mâle correspondante. Les options de profil standard sont disponibles pour les incrustations de trous femelles, sauf qu'il n'y a pas d'option Profil extérieur ou On car cela ne s'applique pas à ce type de parcours d'outil et cette option ne permet pas l'utilisation des options de coin car celles-ci sont également inapplicables à ce type de parcours d'outil. parcours d'outil. Afin de le faire fonctionner comme une incrustation, tous les coins internes seront arrondis en fonction du rayon de l'outil pour permettre aux pièces mâles de s'y insérer (illustré dans l'image ci-dessous).
Réglage des marges d'incrustation
Bien que le rayon de l'outil soit compensé lors de l'utilisation de l'outil d'incrustation, cela ne suffit presque toujours pas à garantir l'assemblage correct des deux pièces. Les pièces auront exactement la même taille et ne s'emboîteront donc pas sans beaucoup de force qui endommagerait la pièce ou sans une sorte de travail manuel post-CNC. Couper les pièces exactement à la même taille ne permet pas non plus d'appliquer un quelconque type de finition d'un côté ou de l'autre.
Pour permettre aux pièces de s'adapter à du matériel supplémentaire, elles doivent être coupées du côté mâle, du côté femelle ou, dans certaines applications, des deux. Cette distance supplémentaire est ajoutée à l'aide de l'option du formulaire de parcours d'outil pour ajouter une tolérance. Sur les parcours d'outils basés sur un profil, cela se fait avec le décalage de tolérance (illustré dans l'image en bas à gauche - surligné en rouge). Pour les parcours d'outils de style Poche, utilisez la marge de poche (indiquée dans l'image ci-dessous à droite surlignée en rouge). Lorsqu'une valeur est saisie, la forme sélectionnée sera surcoupée de cette distance, ce qui réduira la taille des pièces mâles et augmentera le trou/poche pour les pièces femelles.

La taille de la tolérance requise dépendra du type de matériau (de combien il peut se dilater ou se contracter entre la coupe et l'incrustation), de la précision de votre outillage, de la précision de votre machine et enfin de toute finition que vous envisagez d'ajouter au les pièces finies (comme la peinture ou le vernis qui auront une épaisseur). Dans la plupart des situations où aucune finition n'est appliquée avant l'incrustation des pièces, une marge de 0,01 pouce (0,25 mm) ou 0,02 pouce (0,5 mm) sera suffisante. Si vous n'êtes pas sûr de la valeur à utiliser, vous devez l'expérimenter sur une pièce de test pour obtenir les tailles correctes pour votre configuration et votre application particulières.
Dans la majorité des cas, la tolérance est appliquée au côté femelle de l'incrustation, car il est courant de ne pas vouloir modifier les formes vectorielles réelles (le côté mâle) plus que ce qui est requis pour le rayon de l'outil. Cela signifie que le trou ou la poche sera surdimensionné pour fournir une marge supplémentaire pour que les pièces puissent s'adapter.
Propriétés de position et de sélection
Coffre-fort Z
La hauteur au-dessus de la tâche à laquelle il est possible de déplacer la fraise en toute sécurité à une vitesse d'avance rapide/maximale. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Poste à domicile
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Projeter le parcours d'outil sur le modèle 3D
Cette option n'est disponible que si un modèle 3D a été défini. Si cette option est cochée, ✓ une fois le parcours d'outil calculé, il sera projeté (ou 'déposé') en Z sur la surface du modèle 3D. La profondeur du parcours d'outil d'origine sous la surface du matériau sera utilisée comme profondeur projetée sous la surface du modèle.
Note:
Lorsqu'un parcours d'outil est projeté sur le modèle 3D, sa profondeur est limitée afin qu'elle ne dépasse pas le bas du matériau.
Sélection des vecteurs
Cette zone de la page de parcours d'outil vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours d'outil pour réutiliser vos paramètres de parcours d'outil sur des projets similaires à l'avenir. Pour plus d'informations, consultez les sections Sélecteur de vecteurs et modèles de parcours d'outils avancés.
Nom
Le nom du parcours d'outil peut être saisi ou le nom par défaut peut être utilisé.